目前市场上以单焊头超音波焊接机为主,但是单焊头存在占用场地,效率低等缺点,所以上海津信为客户推出了以台达10MC11T和ASD-A2-0421-M型伺服驱动器为主开发的4焊头超音波焊接机。
一、基本要求
该项目中超音波焊接机要求完成单焊头(3轴)或多焊头组合的快速定位,我们采用台达10MC11T、DOP-B10S411型触摸屏和ASD-A2-0421-M型伺服驱动器来完成。经实践检验,效果相当理想。
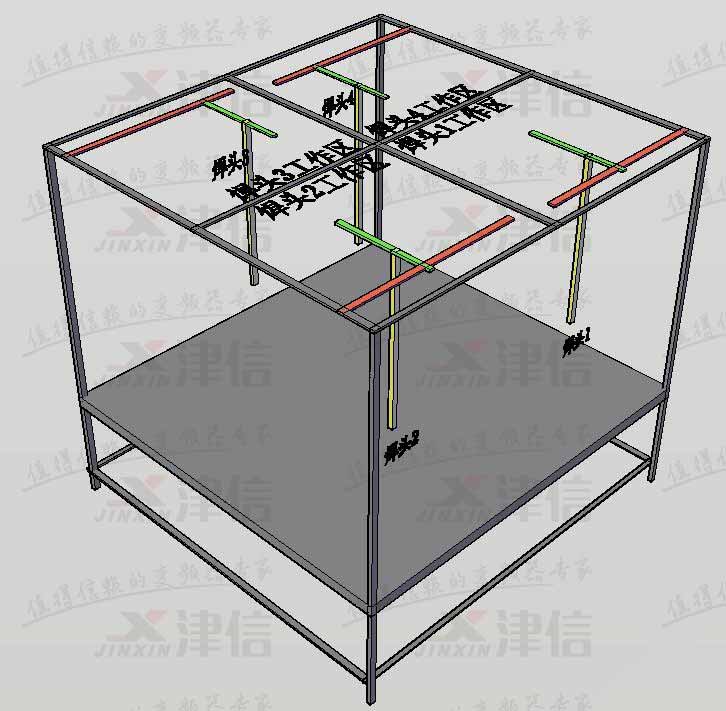
二、超音波焊接机工作原理简图
本方案针对多焊点塑料焊接设计。整套设备都由10MC控制,每个焊头由3套A2伺服驱动器组合完成,实现空间上的X-Y-Z 3轴动作。,可以单焊头或多焊头组合,并且按照配方所规划的路径运动。
三、10MC功能
10MC11T是一个多功能控制器,其内部包含标准PLC模块和MC运动控制模块,PLC模块功能与台达PLC主机相似,首先介绍MC运动控制模块的主要功能:
1) 通过高速总线CANOPEN可控制高达16实轴及最高18个虚轴,包含齿轮,凸轮以及旋切,飞剪等应用功能;
2) 内部可构建虚拟轴及外部编码器虚主轴;
3) 配备高速浮点运算处理器,可胜任各种复杂运动控制任务;
4) 强大的现场网络支持(devicenet,canopen,profibus-dp),可组建功能复杂的控制系统;
5) 支持运动控制指令(逻辑指令,单轴运动指令,多轴运动指令,典型应用指令);
6) 支持G代码,电子凸轮,电子齿轮;
四、10MC同步信号方式
同步信号由10MC 以广播的方式发出。伺服驱动器接收到10MC 发出的控制数据,这些控制数据没有马上生效,当同步信号来临时,控制数据同时生效,以此实现多台伺服的同步。
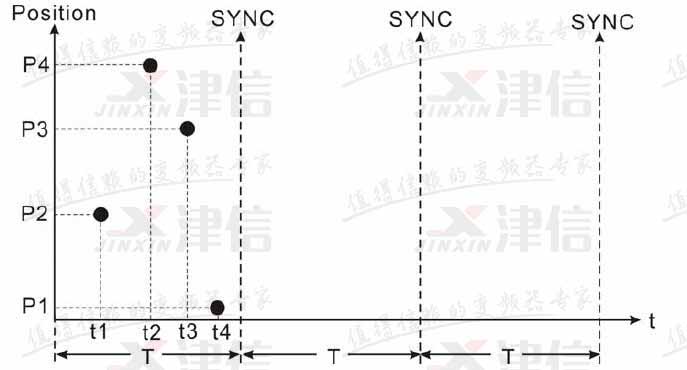
10MC 接有四台伺服驱动器,T 为同步周期。在同步周期内,四台伺服驱动器分别在不同的时刻(t1、t2、t3、t4)接受到控制数据,但是控制数据并没有生效。当伺服驱动器接收到同步信号(SYNC),控制数据同时生效。
五、 项目设计
根据设备工作要求,电气控制部分需要:
①10MC进行整体动作控制;
②触摸屏进行设备操作和参数调整;
③12套伺服驱动装置;
④焊接等辅助设备。
控制系统框图如图所示。
10MC的PLC完成信号的逻辑处理和MC部分的数据交换;MC运动控制模块主要通过CANOPEN总线,对12台A2伺服驱动器进行精密控制,以完成用户所期望的速度控制,位置控制等功能。触摸屏可进行焊接机的各种动作操作及伺服电机各种控制参数的监控和修改。采用RS-232通讯将触摸屏和10MC连接起来以进行设备的动作控制和配方读写。
六、10MC运动控制器程序
1) 10MC中PLC和MC数据交换
2) 点动速度
七、结论
使用本文中的项目设计及实现方法,可以在出色完成控制任务的同时降低成本,节约大量时间,并且可快速适应市场需求。