电机制造行业有一道关键工序—-在定子槽中插入槽绝缘纸。该工序的工艺质量好坏直接影响电机的质量。该设备控制包括送纸、定位、切纸、插纸和分度等动作进行高速运动控制。其中是对要求送纸、定位以及分度的精度要求很高。
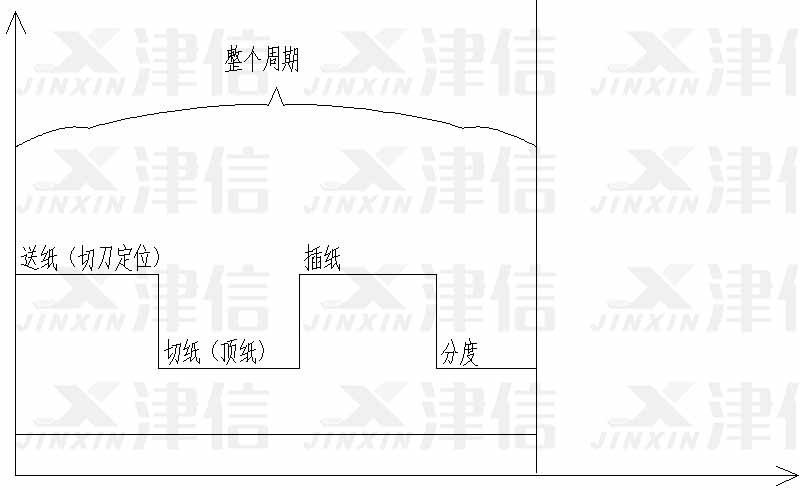
 工艺时序图:
工艺时序图:
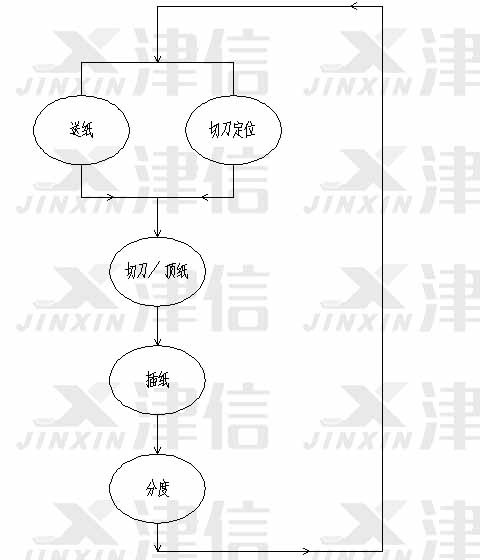
送纸和切刀定位用台达AB系列高性能伺服,主轴采用Danfoss FC51系列变频器,分度采用步进电机。
主轴每旋转一周要完成上述一个循环的动作。高速伺服插纸机的主轴转速为150转/分,每个工作循环周期的时间为400ms。
一、
送纸
分配给送纸的时间大概只有工作循环周期的2/3,约260ms。送纸不但要求动作快,而且精度要求也很高,对伺服的性能和PLC控制都提出了较高的要求。
其次,另外一个重要的问题是:由于每槽的宽度都不一样,送纸的长度也不一样,但是由于切纸长度不仅与送纸长度有关,还与切刀的位置有关,所以要作复杂的计算。在解决方案中,第一槽的送的纸的长度 = 目标纸宽一半 - 槽宽度的一半,以后送的纸的长度 = 上一个槽纸的目标宽度的一半 + 目标纸宽一半
二、
切刀定位
送纸精度保证以后,还需要切刀定位准确,切刀定位不准,切出来的纸同样精度不好。所以为了保证精度,每个定子插纸完成后都要回零。切刀的计算相对比较简单,在这里我们采用的绝对位置定位。切刀的位置 = 目标长度 – 槽宽的一半。
三、
分度盘
由于分度采用的是步进电机,分度运行会有累计误差,所以分度盘连续工作一段时间以后要自动回零。
四、
结论
经过以上技术处理,再结合丹佛斯变频器的快速停车功能。使得送纸、成型、折边、插入、转位均能高速准确地完成。此系统操作简单,自动化程度高,定子槽形变更时,只需要换模具,半小时内即可完成工装调试。经过实际生产的验证,设备的运行稳定,产品质量高,客户相当满意。



