
“智能维护”和“未来工厂”等行业术语我们已经耳熟能详,这些术语往往代表了企业向高效且运行良好的未来发展的愿景。然而数智化发展进程并不是一帆风顺,也面临着巨大的挑战与难题。对于向智能工厂模式过渡的食品和饮料制造商来说,将理论转变为现实就是挑战之一。
尽管如此,荷兰喜力啤酒公司为了企业更稳健、可持续的未来发展,他们勇于接受创新,踏足数智化领域,经过仔细的研究勘察,最后采用具有集成式工况监测 (CBM) 功能的丹佛斯VLT®变频器来助力其实现愿景。
丹佛斯VLT®变频器
触发预防性维护以避免停机
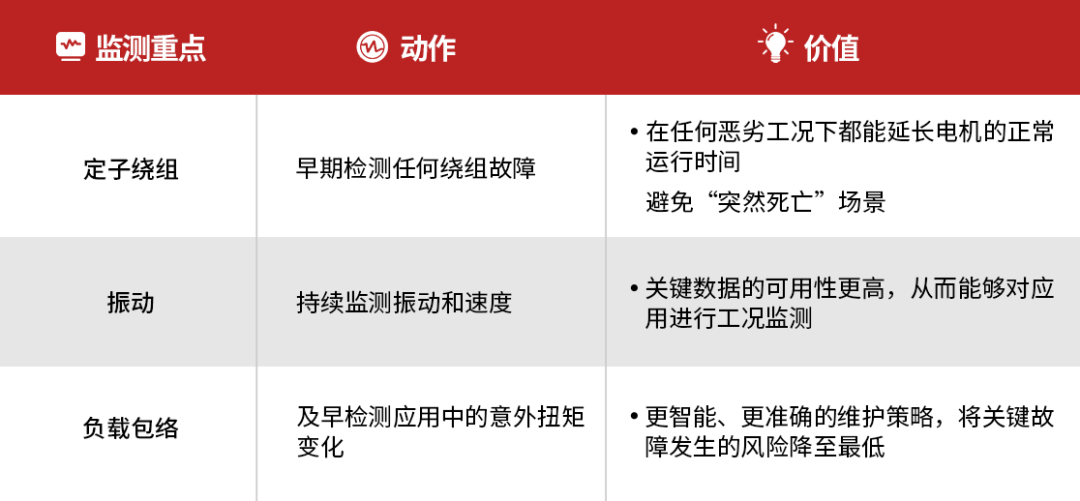
丹佛斯VLT®变频器可以使用来自外部传感器的输入,如振动传感器。此数据与内部变量相关联,包括运行速度或负载。变频器对使用中的设备执行状态监测,并在检测到性能下降时提供早期警告。提醒通知可通过本地控制系统或云端解决方案提供。
挑战与机遇并存
提高喜力啤酒的竞争力
预计到2025年,欧洲啤酒市场将增长15.2%。
为满足日益增长的市场需求,喜力啤酒必须确保所有生产线都具备持续、可靠的卓越性能,这样才能够完成任务。
然而,在第一家接受升级的Den Bosch啤酒厂,其严酷的工作环境带来了多重挑战:在引入丹佛斯变频器之前,机器屡屡发生故障,每一次长时间的停机,都会付出高昂的成本代价,究其原因是由于现场操作环境潮湿恶劣,设备电机处在隐蔽之处,遇到紧急情况操作困难。
为此,丹佛斯传动的首要任务是帮助喜力将工况监测功能整合到其程序中,从而有助于:
延长运行时间
降低开销
改进备件和库存管理
访问新的设备分级数据
提高应用和系统性能
“CBM是在已经非常优秀的变频器上锦上添花。现在,喜力啤酒生产线上VLT® AutomationDrive FC 302上已经实现标准化配置。”
——Jan Brouwers
喜力Den Bosch啤酒厂详图工程师
最终,丹佛斯VLT®变频器凭借“硬核”的实力顺利完成了对喜力啤酒的改造升级,使喜力啤酒的竞争力与生产力得到了大幅度提高,因故障导致停机的情况也大大减少,2020年喜力啤酒销售量已高达21.6亿升。
基于工况监测功能
丹佛斯智能变频器解决方案
2019年8月,喜力采用带有内置智能连接传感器功能的丹佛斯VLT®变频器。安装工作由丹佛斯传动应用和全球产品管理专家以及Hansford传感器振动专家的支持下进行。
///
基于工况的监测信号通过边缘计算集成到啤酒厂的维护系统中,使变频器能够独立于云或任何PLC运行,最大限度地降低操作复杂性的风险。
为什么选择集成基于工况监测功能?
丹佛斯还做了哪些准备?
丹佛斯传动组织了项目相关的调试和培训,并举办了“客户之声”研讨会,以确定喜力能够获得最佳的解决方案。同时,啤酒厂收到了来自Hansford传感器的4-20 mA振动传感器。
///
VLT®变频器还支持预置的通信接口和软件,如现场总线、本地控制面板和VLT® Motion Control Tool MCT 10,这意味着喜力无需在升级过程中投资新的并行系统。
创新推动高质量转化应用
助力喜力啤酒迈向数字化未来
实践证明,VLT® Motion Control Tool MCT 10插件真正做到了:在变频器之间使用一致参数设置实现无缝调试,达到实时收集更多关键应用数据。在丹佛斯帮助下,喜力啤酒优化了Den Bosch生产线的同时,解决了所有难题并建立一个全价值主张。
此外,丹佛斯的数字化专业知识帮助喜力为其设施中的其他变频器提供基于工况监测功能的改造。而对于Den Bosch的员工来说,他们将通过数字化应用,使工作内容变得更容易、高效,且无需采取外部帮助。
“在讨论 Den Bosch 生产线的设计时,我们纠结于是使用 CBM 来监测已安装的基建,还是走坚持储备备用泵的老路。最终我们发现,CBM 就是完美的解决方案 。”
——Jan Brouwers
喜力Den Bosch啤酒厂详图工程师
此次Den Bosch的升级显示,在丹佛斯传动的创新和前瞻性方法的引导下,基于工况的监控不再是仅针对一些重要资产的优质产品,而是一个普惠的解决方案。随着新一轮科技革命和产业变革的兴起,数智化转型正在全面加速中,未来我们都要思考如何面对变革带来的挑战,让数智化成为驱动企业持续增长的核心动力。


