首页
企业中心
公司简介
企业文化
认证获奖
组织架构
大事记
加入我们
新闻资讯
行业新闻
公司新闻
产品信息
丹佛斯产品系列
汇川产品系列
伟肯产品系列
海利普产品系列
台达产品系列
技术服务
维修和维护
丹佛斯售后服务
技术培训
专业文章
资料下载
工程技术
工程技术
联系我们
English
应用案例
维修/维护
技术分享
应用案例
丹佛斯FC302变频器在包装工业真空镀膜机绕卷控制上的应用
时间:2023-01-04 作者:津信变频 点击:次
悬浮式高真空卷绕式镀膜机的卷绕控制要求高精度的转矩控制,以前一般采用直流驱动,但是随着交流驱动技术的飞速发展,现在逐步采用交流永磁同步伺服电机或交流异步电机驱动。丹佛斯FC302系列驱动器具有伺服级的驱动性能,驱动交流异步电机也有实现平稳的转矩控制,为这个行业提供了一种易用的解决方案,用户只需要设置几个简单的参数,就能满足实际生产需求,操作和调试也非常简便。
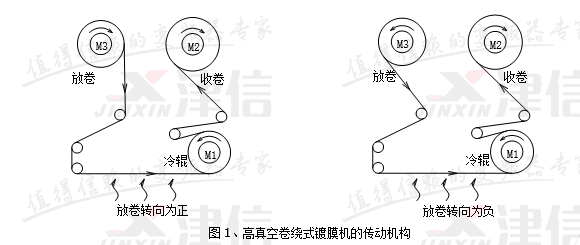
一、悬浮式高真空卷绕式镀膜机的传动结构:
其中:
M1为冷却辊,直径恒定,由一台FC302驱动,冷辊的速度即为镀膜的线速度。
M2为收卷辊,中心卷绕,直径逐步变大,由一台FC302驱动,提供收卷张力。
M3为放卷辊,中心卷绕,直径逐步变小,由一台FC302驱动,提供放卷张力。
冷却辊和收卷辊的转向是固定的,但是放卷辊由于卷筒卷绕方向不同,工作时有正、反两种转向,对应反、正两种转矩。
真空镀膜机传动系统的特点:
由于真空室狭小,无法安装张力检测装置,所以收、放卷张力完全要靠收、放卷驱动的电机直接控制。因此收、放卷驱动器都工作于转矩工作模式。对于较轻较薄的材料,收卷还必须有张力锥度功能。
由于工艺方面的原因,起主传动作用的冷却辊上没有压辊,因此冷却辊只能靠摩擦力带动薄膜;收、放卷张力相差较大时,薄膜很容易在冷却辊上打滑。如何防止打滑是驱动控制方面的难题。
二、
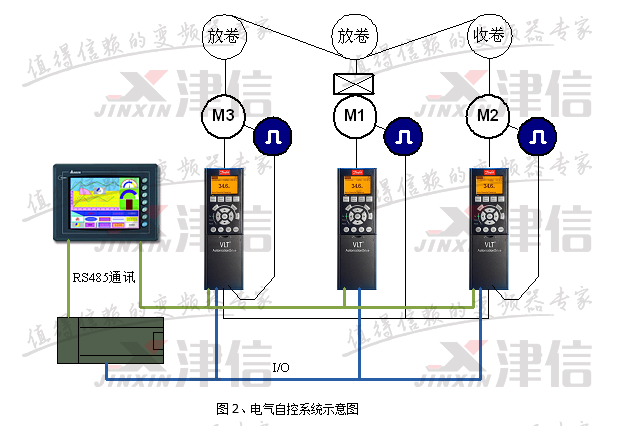
控制系统结构:
收卷用丹佛斯FC302+MCO305,MCO305上有主、从两个编码器接口,主编码器接口信号来自冷却辊电机编码器,负责采集线速度信号;从编码器信号来自本机电机编码器,采集本机转速,并作磁通矢量控制的反馈源。
放卷的配置与控制方法与收卷的基本相同。
冷却辊控制相对比较简单,主要负责恒线速度控制与计米。
PLC负责一般的数字逻辑控制,所有计算全部在运动控制器MCO305内完成。运动控制器MCO305的详细资料请参见参考文献[2]。
卷径计算:
根据线速度相同原理:D1*N1=D2*N2=D3*N3
可以推算收卷卷径和放卷卷径。
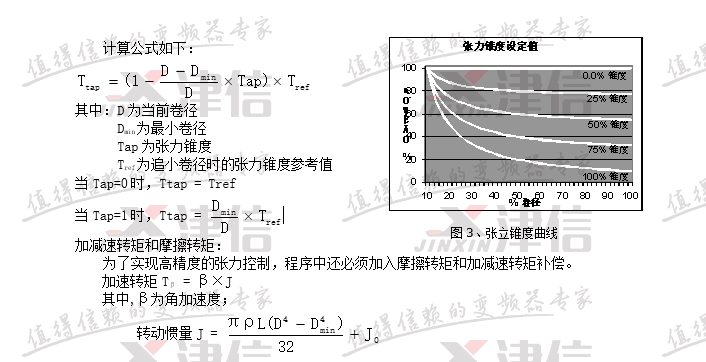
收卷张力锥度控制:
有了当前卷径值,和张力锥度设定值,就能计算当前张力。张力与卷径的关系如图3所示,当张力锥度为0时,张力保持恒定不变,相当于恒张力控制;当张力锥度为100%时,卷径每增大1倍,张力就下降一半,相当于恒转矩控制。
三、结束语:
现场实际运行证明丹佛斯FC302驱动器+MCO305运动控制器的解决方案完全能够满足真空镀膜机的卷绕控制要求。整机加减速速度超过原来的控制方式,大大减少了原材料的浪费。控制系统调试和参数设置都比较方便。最令客户满意的是电机可以采用比较经济的交流异步电机,在张力控制精度要求更高的场合才需要升级使用交流永磁同步电机。由于FC302既能驱动异步电机,又能驱动同步电机,系统升级时只需简单地更换电机即可。
返回列表