国内石英切割设备生产厂家几乎没有,故国内石英产品生产厂家的切割生产设备一般均需进口。因现场环境多粉尘和水汽,故设备电气控制系统使用寿命很有限。所以需要对设备原装电气控制系统进行改造。
一、丹佛斯MCO305运动控制器功能简介
MCO305硬件I/O端口配置:
1、两个编码器接口
2、支持增量编码器,单圈或多圈SSI绝对位置编码器,Hiperface接口编码器。
3、10个数字量输入
4、8个数字量输出
5、1个RS485通讯口
6、1个CANOpen通讯口
7、另外还可以利用变频器本体的全部资源。
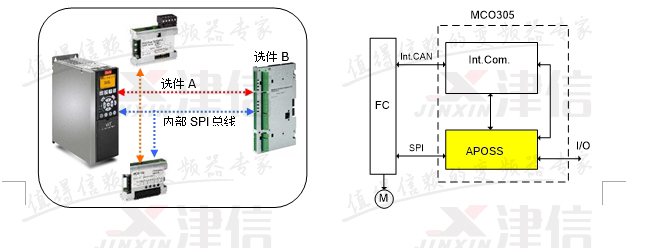
系统内部有两条通讯总线,一条是SPI总线,速度较高,专门用于传递编码器信号和变频器速度给点指令;另一条是CAN总线,处理相对来说响应要求不高的数据和指令。
二、MCO305定位控制功能
“定位”一词基本上是指将主轴移动到特定位置。为了获得精确定位,必须要用一个闭环系统并根据来自编码器的位置反馈来控制实际位置。在使用闭环定位控制器进行定位时将需要:设置速度、加速度、减速度和目标位置;随后会根据主轴的实际位置以及上述参数计算出速度分布图;主轴按照速度分布图移动,直到抵达目标位置。MCO305主要提供了三种定位类型:绝对定位、相对定位和接触探针定位。
三、石英切割机的技术要求
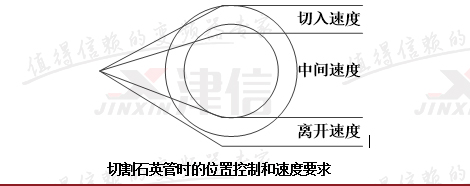
石英切割机有三个控制部分构成:切刀旋转控制、切刀位置控制和送料位置控制。切刀旋转控制只要速度可调即可;切刀位置控制需要在切割石英管或石英棒的过程中控制其位置和不同段内的速度,首先要保证切割产品的刀口质量,同时要提高生产效率;送料位置控制需要每次往前送设定长度的石英管或石英棒,精度要求0.2毫米。
 四、 原系统配置概述
四、 原系统配置概述
原电气系统采用SEW的全套产品。这次改造项目替换掉了SEW的三个变频器和两个运动控制器。切刀位置控制的编码器是正余弦编码器,送料位置控制的编码器是长线驱动编码器,MCO305运动控制卡可以接这两种接口的编码器,故原系统的外围设备不需要更换调整。编码器安装位置在电机轴端,但减速机输出侧采用同步带传动,故不存在传动环节影响定位精度的可能。
五、 改造后系统配置
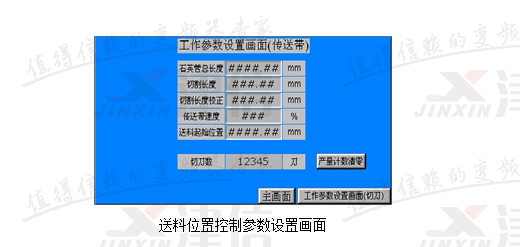
改造系统采用三台Danfoss变频器和两块MCO305,以及一个台达HMI。系统采用RS485通讯。主机旋转采用4kW变频器直接拖动,通过HMI直接设定其运行频率。送料位置控制参数如下图所示。这些参数在变频器第19组参数开放出来,之所以采用HMI,主要是为了方便用户进行操作。
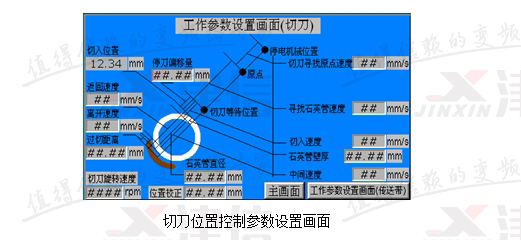
采用图示方法将比较复杂的切刀位置控制参数简洁明了了展示在用户面前,降低了用户的使用难度。
 六、结束语:
六、结束语:
现场实际运行证明MCO305定位控制功能加上带有编码器反馈的异步电机拖动系统,可以很好的达到原设备的功能和生产要求。